Auftraggeber
Aluminium-Gießerei für Stranggussbolzen
Die ST Extruded Products Group (STEP‑G) gehört zur international agierenden Sankyo Tateyama Inc. und zählt weltweit zu den führenden Herstellern von Aluminium-Strangpressprofilen und Leichtbaulösungen. Der Standort Hettstedt betreibt eine Aluminium-Recyclinggießerei und versorgt unter anderem Kunden aus Automobil- und Schienenfahrzeugbau, Maschinen- und Anlagenbau, der Verteidigungsindustrie sowie verschiedene Branchen mit Gussprodukten. Rund 70 Mitarbeitende sind in Hettstedt beschäftigt. Betriebsleiter Oleg Hoffmann verantwortet die Prozesse vor Ort sowie die operative Exzellenz am Standort.

Problemstellung
Am Standort Hettstedt werden Aluminiumbolzen in unterschiedlichen Legierungen, Durchmessern und Längen hergestellt und anschließend präzise zugesägt. Jede Abweichung im Sägeschnitt führt zu Mehrarbeit, Ausschuss oder erhöhtem Energiebedarf beim anschließenden Homogenisieren. „Sägegenauigkeit, Sägeschnittqualität und die Produktivität der Anlagen sind wesentliche Merkmale unseres Prozesses“, betont Oleg Hoffmann.
Bis vor Kurzem setzte STEP‑G dafür zwei Kreissägen ein. Diese waren jedoch hinsichtlich ihrer Schnittpräzision und Produktivität an ihre Grenzen gestoßen. Zudem war die Flexibilität der Anlage eingeschränkt, da lediglich Bolzen bis zu einer Länge von 5,5 Metern und einem maximalen Durchmesser von unter 500 Millimetern verarbeitet werden konnten. Gleichzeitig lag der Schnittkanal der Kreissägen bei 8 bis 12 Millimetern, wodurch große Mengen Späne entstanden, die nicht nur Energie beim Wiedereinschmelzen kosteten, sondern auch die Prozesse beeinträchtigten.
„Das hat sich negativ auf unser Portfolio und damit auf unsere Wettbewerbsfähigkeit ausgewirkt“, so Oleg Hoffmann. „Der Markt verlangt viel größere Dimensionen, sowohl in Längen als ich in Durchmessern.“

Aufgabe und Auswahl des Partners
Die Zielsetzung der Investition war klar definiert. Die neue Sägelösung sollte die beiden Kreissägen vollständig ersetzen und gleichzeitig die Produktivität, Flexibilität und Schnittqualität verbessern. Auch der Wunsch nach mehr Automatisierung war zentral.
Hoffmann erklärt: „Wir wollten einen großen Schritt in die Zukunft gehen und eine leistungsstärkere, sichere und nachhaltige Anlage installieren. Bei der Lieferantenauswahl legten wir großen Wert auf langjährige Kenntnisse in Bezug auf Präzision, Genauigkeit, Automatisierungsgrad und Verfügbarkeit.“
Neben technischen Kriterien spielten auch die positive Erfahrung mit einer Behringer-Anlage am STEP-G Standort Bonn eine entscheidende Rolle.

Lösung
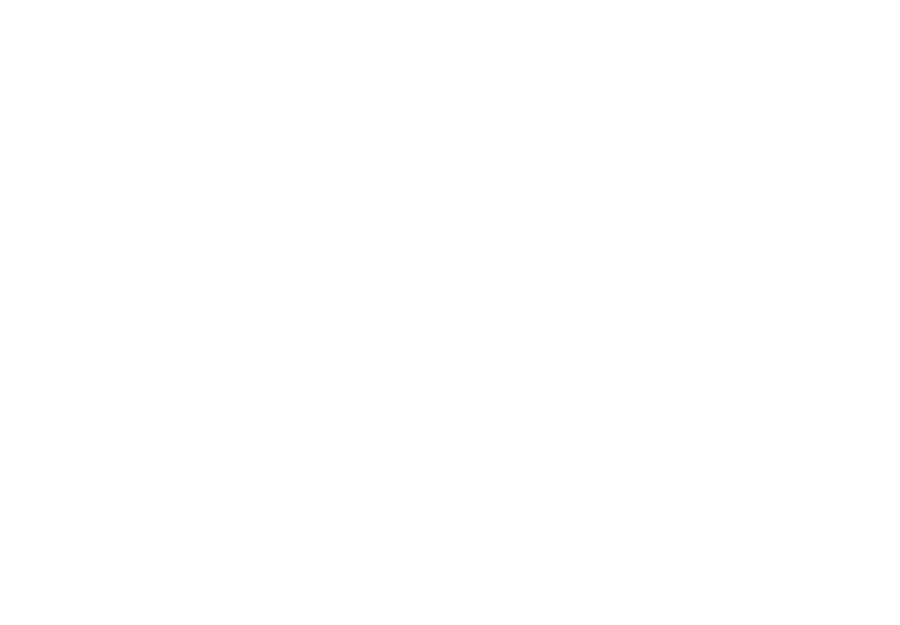
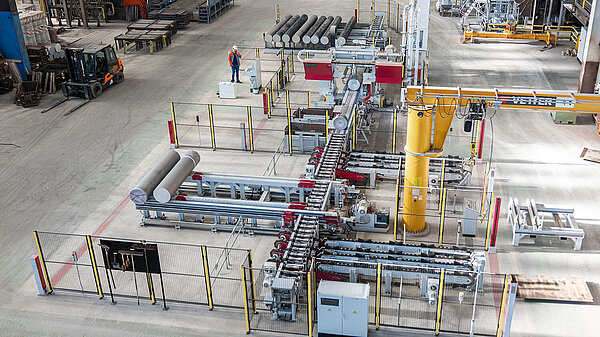
Mit der Installation der Behringer Aluminium-Bandsäge HBM720ALU‑Z im Herbst 2025 wurde ein automatisierter Prozess realisiert, der den Weg vom Guss bis zum fertigen Abschnitt durchgängig abbildet. Die Aluminiumbarren werden zunächst per Kran vertikal aus den Kokillen gehoben, mit einer Umlegevorrichtung abgelegt und anschließend auf das Zufuhrmagazin übergeben. Ab diesem Punkt läuft der Prozess automatisiert weiter: Querfördereinrichtungen transportieren die Barren vereinzelt auf einen zentralen Rollengang, wo ein Nachschubgreifer sie übernimmt und präzise in der Säge positioniert. Auf der Abfuhrseite stehen mehrere Ausschleuszonen bereit, darunter zwei Containerboxen für Anschnitte und Reststücke sowie zwei Kettenförderer für Abschnitte bis zu einer Länge von 2,5 Metern.
-
Vollautomatische Aluminium-Bolzensäge HBM720ALU-Z
-

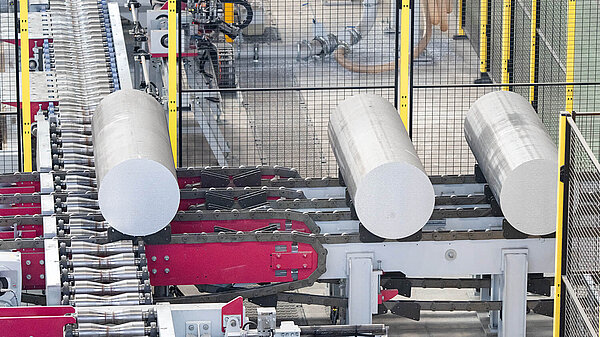
Mithilfe der Umlegevorrichtung werden die Billets im Magazin abgelegt.
-

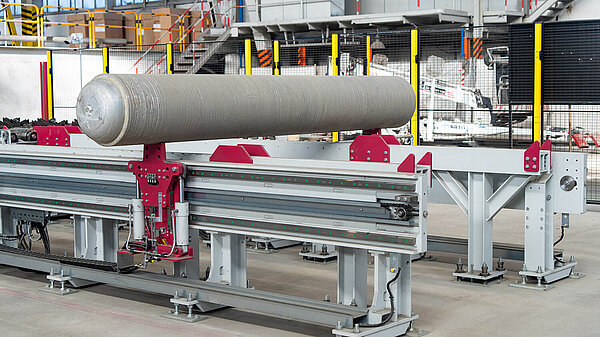
Stabiles Materiallager mit automatisiertem Hubwagen
-

Präziser Positioniergreifer
-

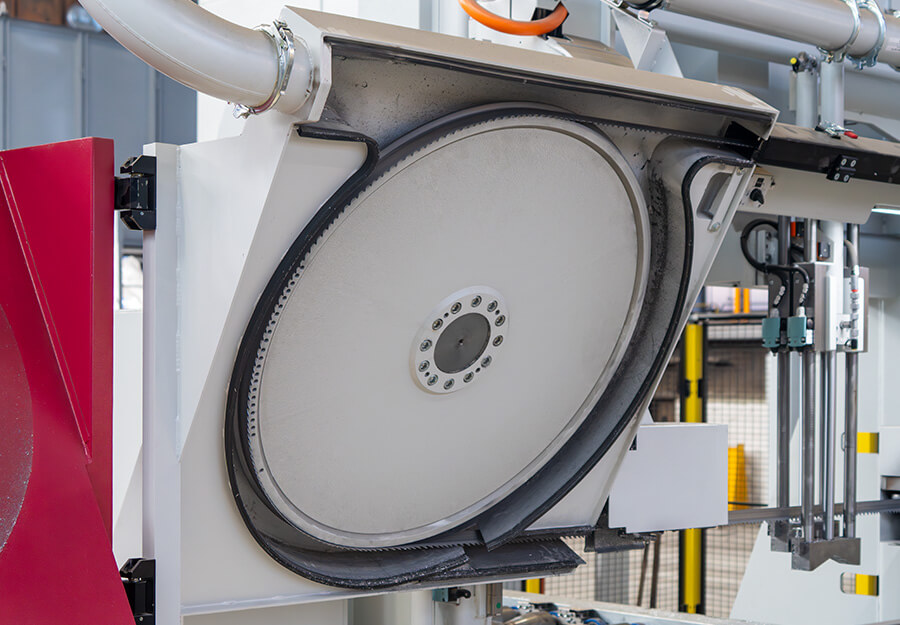
Leistungsstarker Sägeschnitt mit hoher Schnittgeschwindigkeit
-
Abtransport kurzer Aluminiumbolzen über Kettenförderer
-
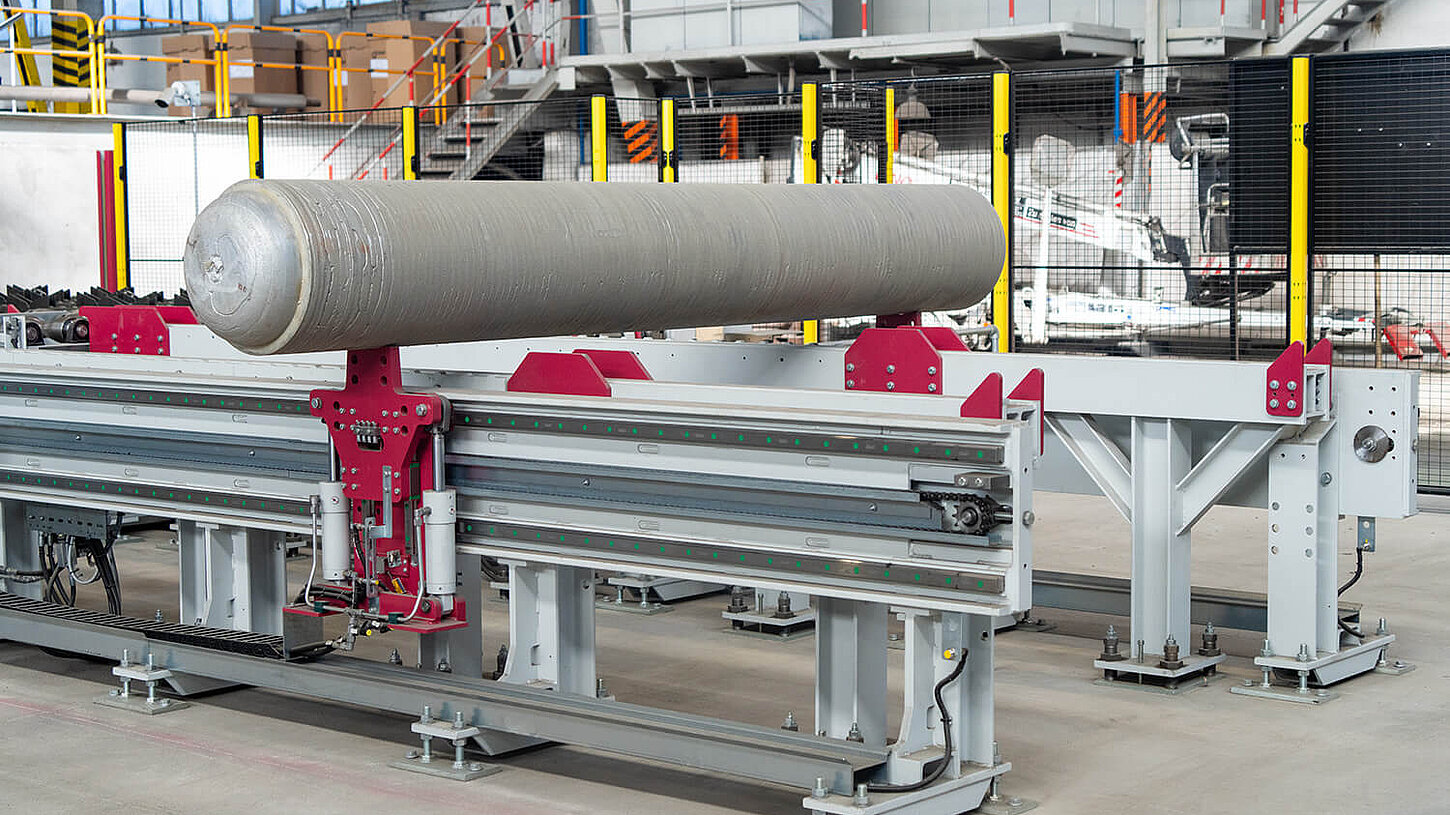
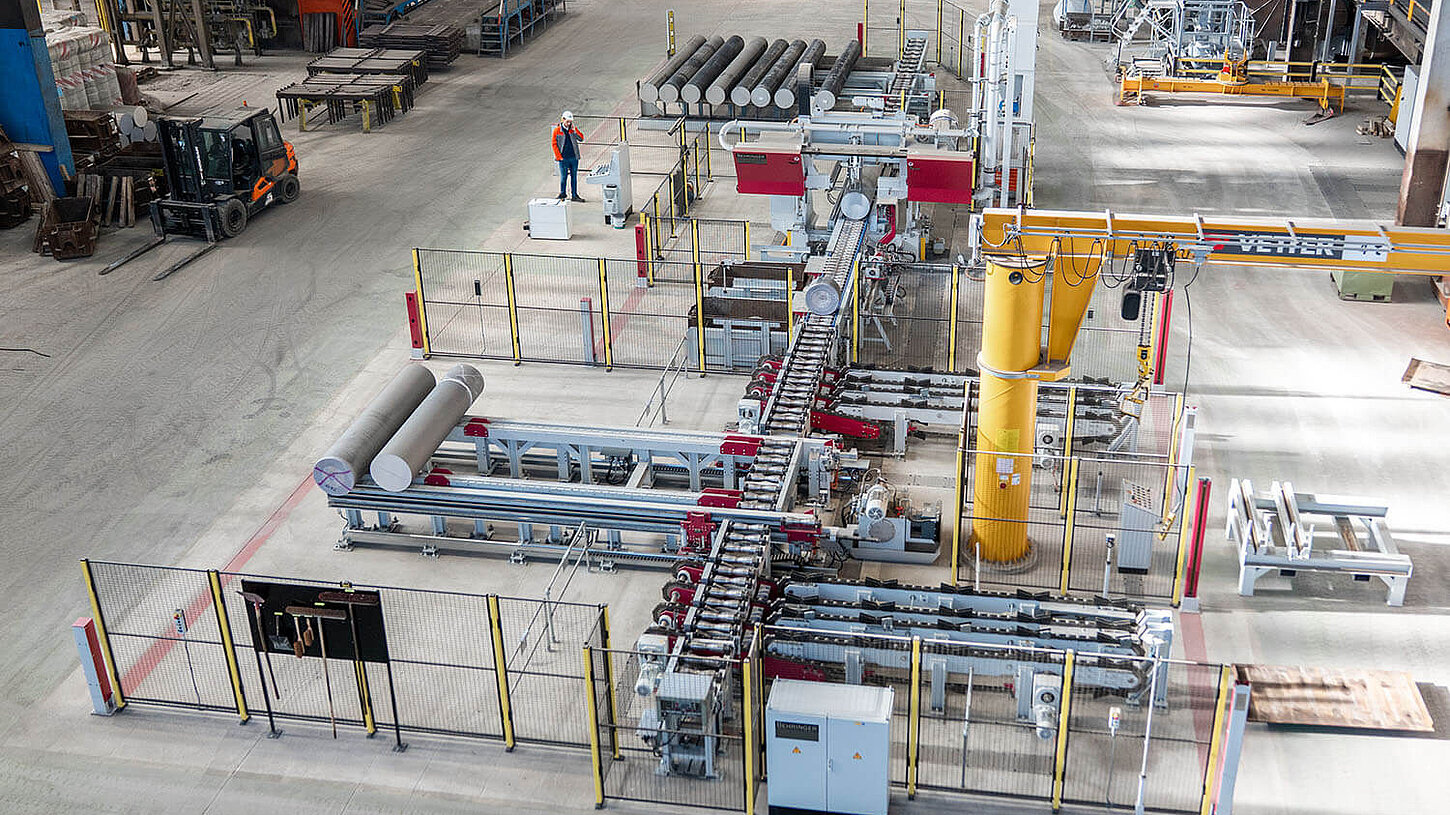
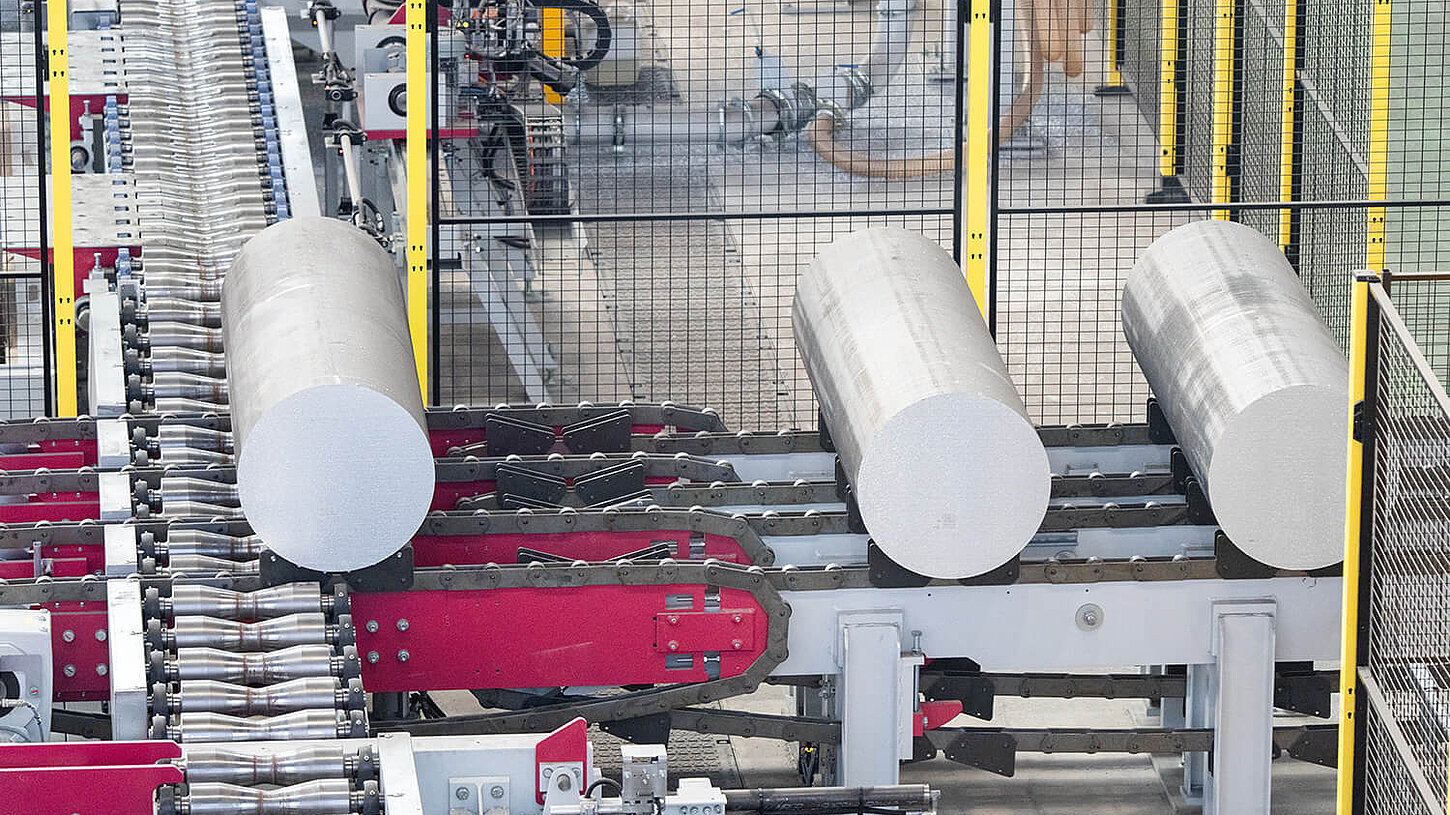
Automatisierter Quertransport für Langteile




Die neu entwickelte HBM720ALU‑Z vereint zentrische V-Rollen, eine Doppelspannstocktechnik und eine umfangreiche Sensorik mit Lichtschranken zu einem hochstabilen und prozesssicheren Gesamtsystem. Die erhöhte Schrägstellung der Bandlaufräder reduziert die Biege‑Wechsel‑Belastung des Sägebands und ermöglicht gleichzeitig deutlich höhere Bandgeschwindigkeiten. Mit Schnittgeschwindigkeiten von bis zu 3.000 m/min erreicht die Maschine einen Anlagendurchsatz auf dem Niveau moderner Kreissägen. Um die Taktzeit zusätzlich zu verkürzen, taucht das Sägeband nach dem Schnitt in den Tisch ein, sodass Anschnitte und Reststücke unmittelbar und ohne Verzögerung entsorgt werden.

Ein präzises Messsystem gewährleistet eine exakte Längenbestimmung, während zwei Markiereinheiten, eine für kurze und eine für lange Bolzen, die Auftragsdaten direkt auf den Bolzen kennzeichnen. Der gesamte Materialfluss wurde insgesamt verschlankt und störungsfrei in die bestehende Produktion integriert.
Hoffmann betont: „Wir können die Bolzen direkt aus der Gießanlage an die Säge übergeben und beide Gussbolzenenden entfernen. Das spart Zeit und Energie bei der Homogenisierung.“
Auch bei der Maschinenumhausung und der Absaugtechnik wurde ein neuer Ansatz umgesetzt. Die Abdeckungen sind vollständig abgedichtet, und der Luftstrom durch Sägerahmen und Maschinenständer wurde so ausgelegt, dass die Späne besonders effizient und direkt abgesaugt werden.
Der reduzierte Schnittkanal der Bandsäge führt zu einer deutlich geringeren Spänebildung, wodurch der materialbedingte Abtrag minimiert und die daraus resultierenden Produktionskosten signifikant gesenkt werden. Die direkt erfassten Späne werden kontinuierlich abgesaugt und dem Schmelzprozess wieder zugeführt, was den Materialkreislauf zusätzlich optimiert.
Ergebnis
Die Auswirkungen der neuen Sägelinie sind deutlich messbar. „Wir konnten unseren Durchsatz verdreifachen und die Spänemenge um das Fünffache reduzieren, um den massiv gestiegenen Produktionskosten der letzten Jahre entgegenzuwirken“, fasst Hoffmann zusammen. Der hohe Automatisierungsgrad entlastet das Personal deutlich: Manuelle und körperlich belastende Tätigkeiten entfallen weitgehend, Eingriffe werden auf ein Minimum reduziert. Zugleich verbessern automatisierte Materialflüsse die Ergonomie und erhöhen die Arbeitssicherheit durch weniger manuelle Materialbewegungen. Darüber hinaus gewährleistet die präzise Sägetechnik eine hohe Rechtwinkligkeit sowie konstant enge Schnitttoleranzen.

Die Sägeleistung spiegelt sich auch in den Produktionszahlen wider. Während zuvor etwa 3.500 Schnitte pro Monat möglich waren, liegt die Zahl inzwischen bei über 10.000 Schnitten pro Monat. Der Durchmesserbereich reicht nun von 203 bis 690 Millimeter, die Ausgangslänge beträgt 8,5 Meter.
Besonders deutlich wird der Fortschritt beim Energieverbrauch. Angesichts der hohen Energiekosten am Standort Deutschland war eine signifikante Reduktion zwingend erforderlich, um die Produktion wirtschaftlich aufrechtzuerhalten. Durch die optimierte Prozessgestaltung und die effizientere Sägetechnik konnte der Energiebedarf gezielt gesenkt werden.
Auch die Projektabwicklung wurde äußerst zufriedenstellend beurteilt. Hoffmann betont: „Wir haben uns jederzeit durch die kompetente und zielorientierte Betreuung wohlgefühlt und das Projekt in Zeit, Qualität und Kosten erfolgreich abgeschlossen. Ein großes Dankeschön an das Behringer‑Team.“
Erfolgsstory aus der Praxis: HBM720ALU-Z bei STEP-G

Kontakt
Sie möchten den Durchsatz Ihrer Produktion erhöhen?
Lassen Sie uns Ihre automatisierte Bearbeitungslinie planen.
Gemeinsam analysieren wir Ihren Bedarf und definieren Module und Bestandteile der automatisierten Fertigungslinie, die Taktzeiten senkt, Qualität sichert und skalierbar wächst. Sprechen Sie mit unseren Experten. Rufen Sie uns an oder schreiben Sie uns eine E-Mail. Wir beraten Sie gerne.