ST Extruded Products Group (STEP‑G), part of the global Sankyo Tateyama Group, is one of the world’s leading manufacturers of aluminium extrusion profiles and lightweight solutions. The Hettstedt site operates an aluminium recycling foundry and supplies customers from sectors including automotive and rail vehicle construction, mechanical and plant engineering, the defence industry and various other fields with cast products. Around 70 employees work at the Hettstedt facility, where plant manager Oleg Hoffmann is responsible for local processes and operational excellence.

The Challenge
At the Hettstedt plant, aluminium billets in various alloys, diameters and lengths are produced and then cut precisely to size. Any deviation in the sawing process results in additional work, scrap or increased energy consumption during subsequent homogenisation. "Sawing accuracy, saw cut quality and the productivity of the systems are key features of our process," emphasises Oleg Hoffmann.
Until recently, STEP-G relied on two circular saws for this purpose. However, these had reached their limits in terms of cutting precision and productivity. At the same time, the flexibility of the system was restricted, as only billets with lengths of up to 5.5 metres and a maximum diameter of less than 500 millimetres could be processed. In addition, the kerf width of the circular saws ranged from 8 to 12 millimetres, resulting in large quantities of chips. These not only increased the energy required for remelting but also had a negative impact on overall process performance.
"This had a negative impact on our portfolio and, consequently, on our competitiveness," says Oleg Hoffmann. "The market is demanding significantly larger dimensions, both in length and in diameter."

Task and selection of the partner
The objective of the investment was clearly defined. The new sawing solution was to completely replace the two circular saws while simultaneously improving productivity, flexibility and cut quality. A higher degree of automation was also a key requirement.
Hoffmann explains: "We wanted to take a major step into the future and install a more powerful, safe and sustainable system. In selecting the supplier, we placed great importance on extensive experience in precision, accuracy, level of automation and availability."
In addition to these technical criteria, the positive experience gained with a BEHRINGER installation at the STEP‑G site in Bonn also played a decisive role in the final decision.

Solution
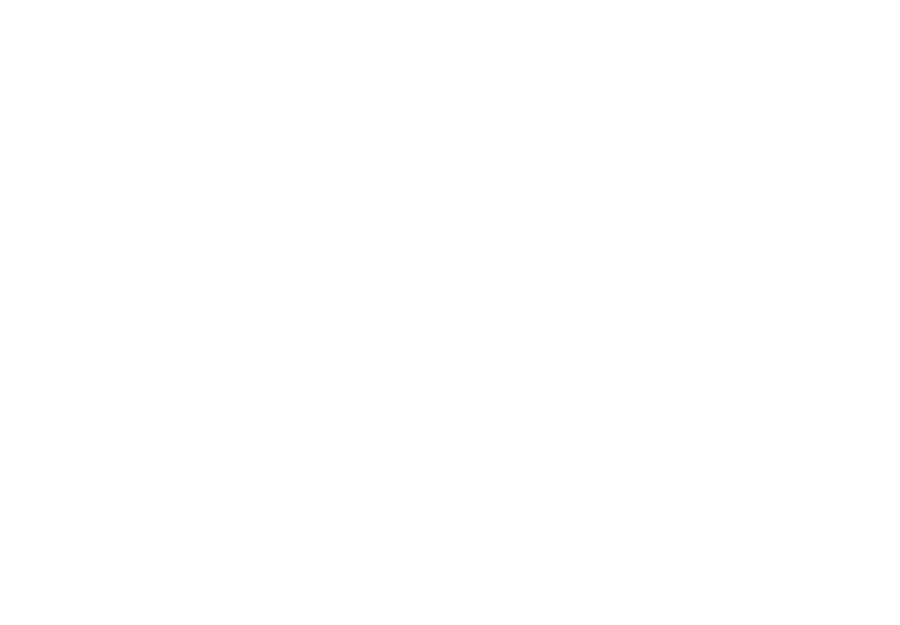
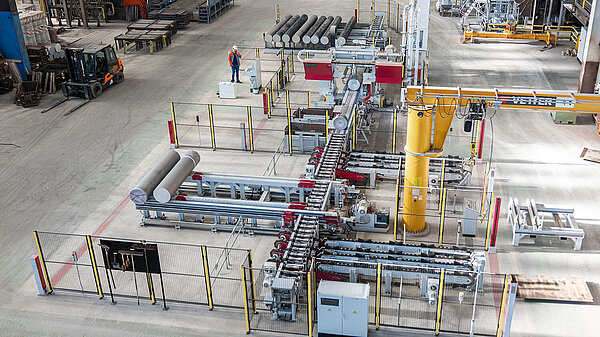
With the installation of the Behringer aluminium band saw HBM720ALU-Z in autumn 2025, an automated process was implemented that consistently maps the entire workflow from casting to the finished cut section. The aluminium ingots are first lifted vertically out of the moulds by crane, placed using a tilting device and then transferred to the infeed magazine. From this point, the process runs automatically: cross conveyors transport the ingots individually onto a central roller conveyor, where a feed gripper takes them over and positions them precisely in the saw. On the outfeed side, several discharge zones are available, including two container boxes for trim cuts and remnants as well as two chain conveyors for sections up to a length of 2.5 metres.
-
Fully automatic aluminium billet saw HBM720ALU‑Z
-

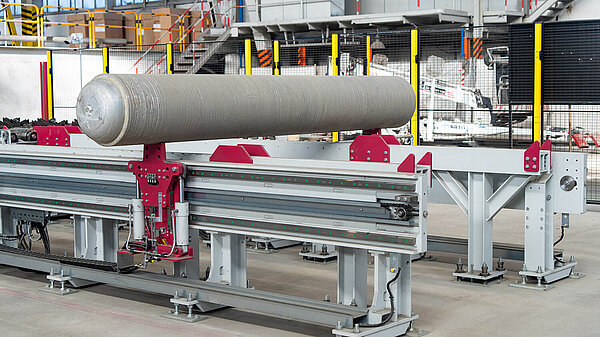
The billets are placed in the magazine using a tilting device.
-

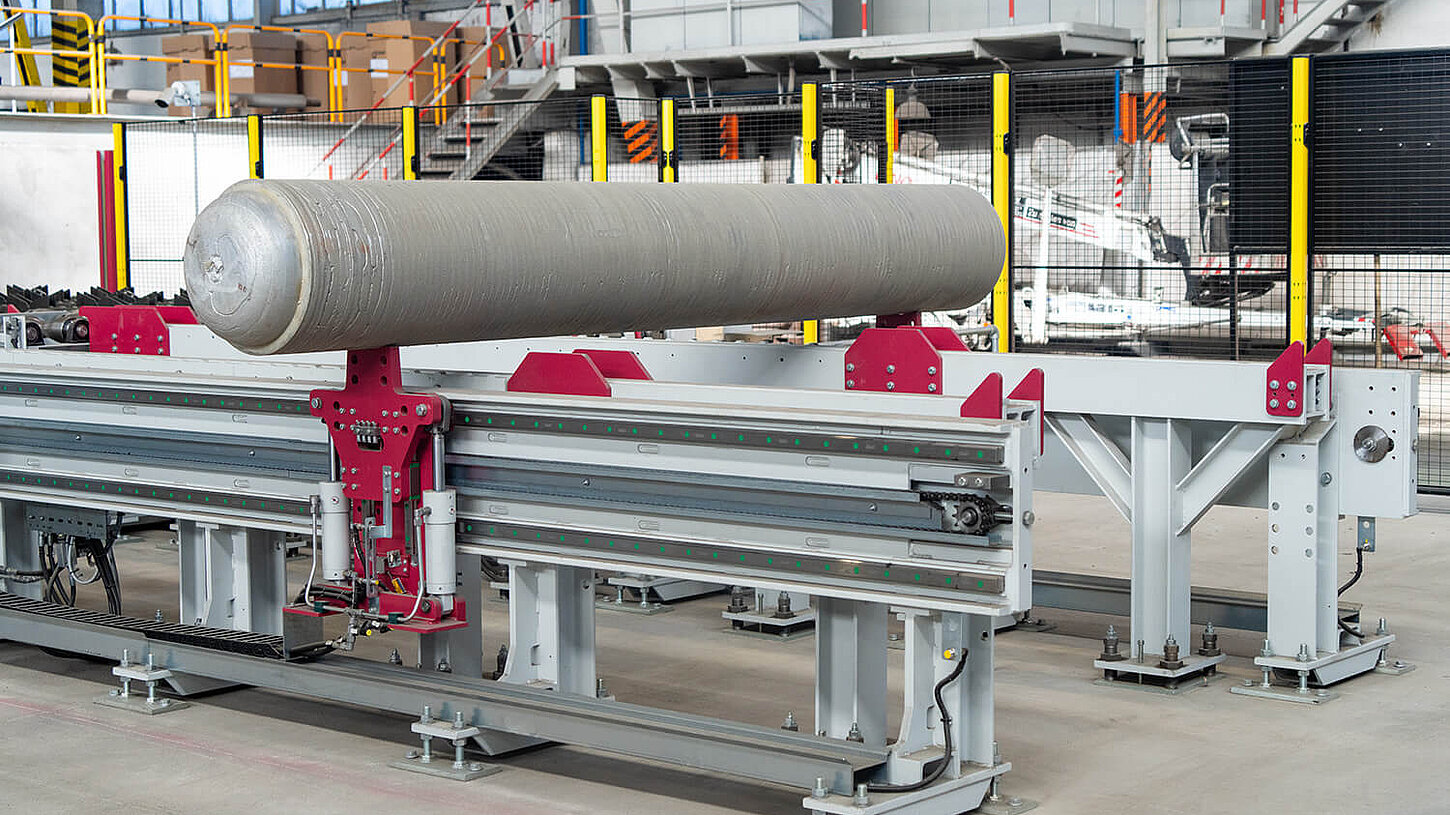
Robust material storage system with automated lifting carriage
-

Precision positioning gripper
-

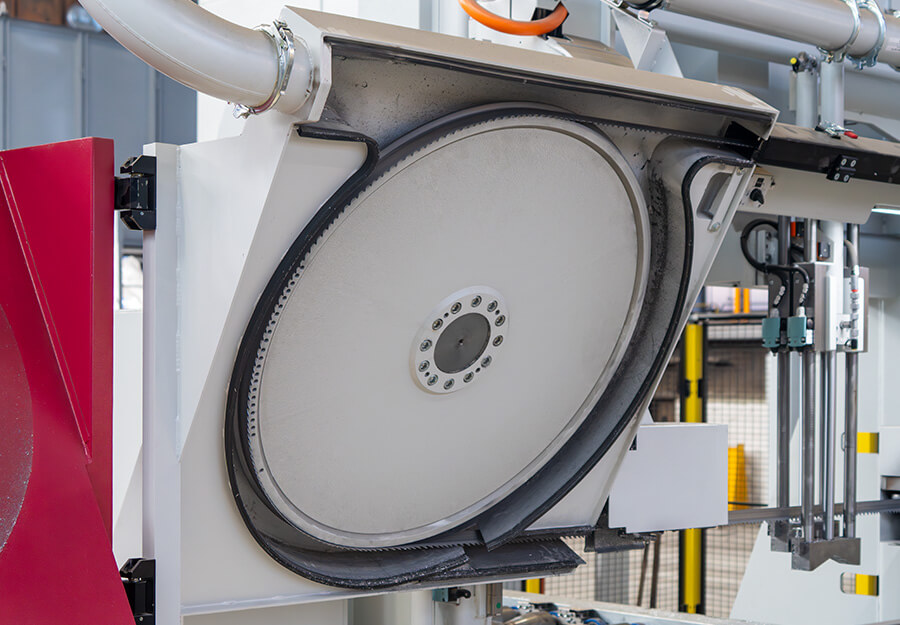
High-performance sawing with high blade speed
-
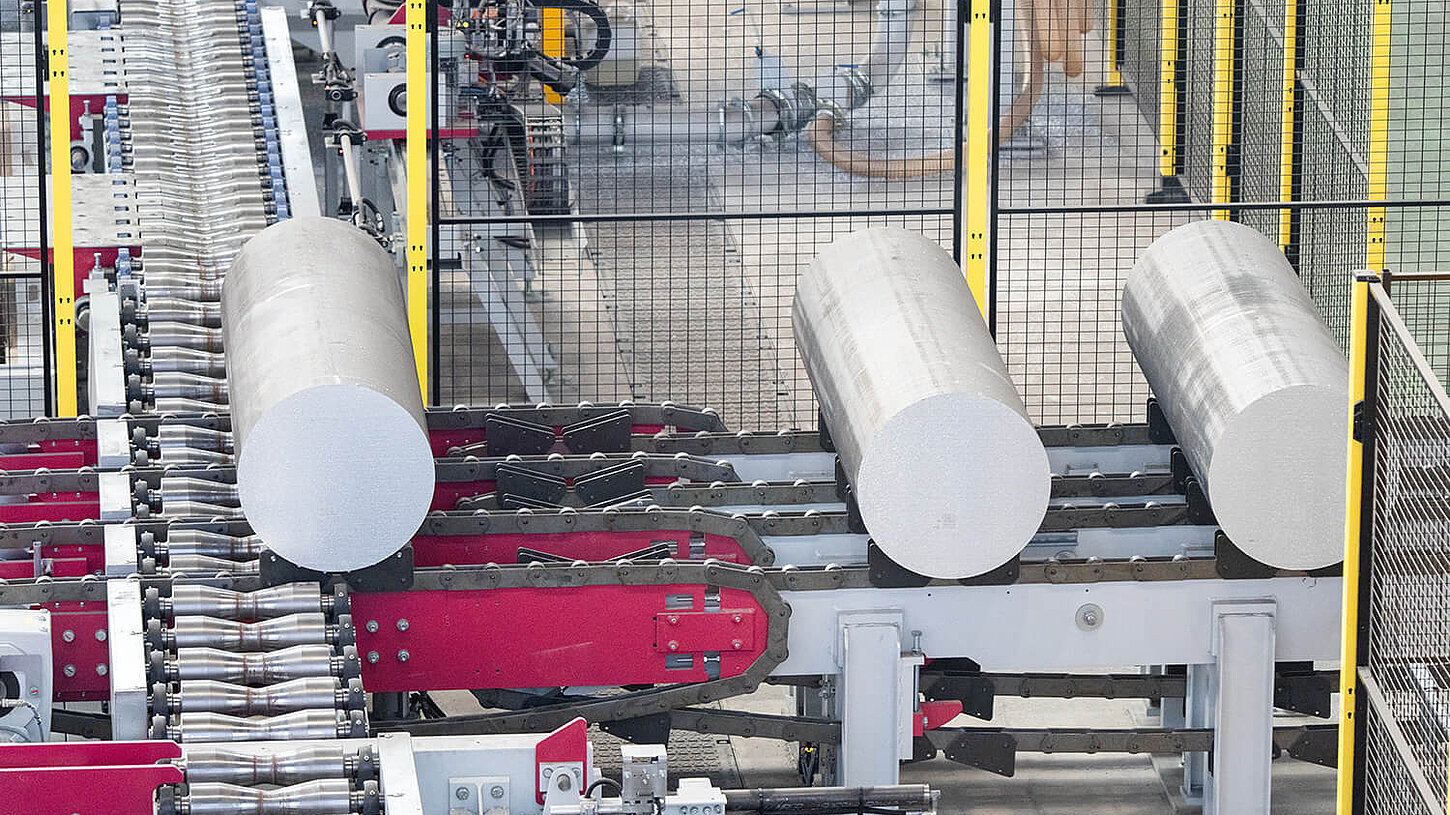
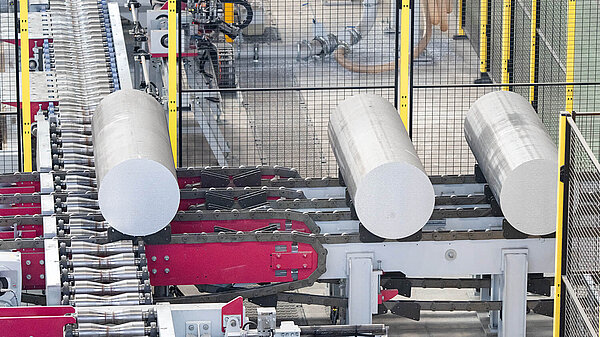
Removal of short aluminium billets via chain conveyor
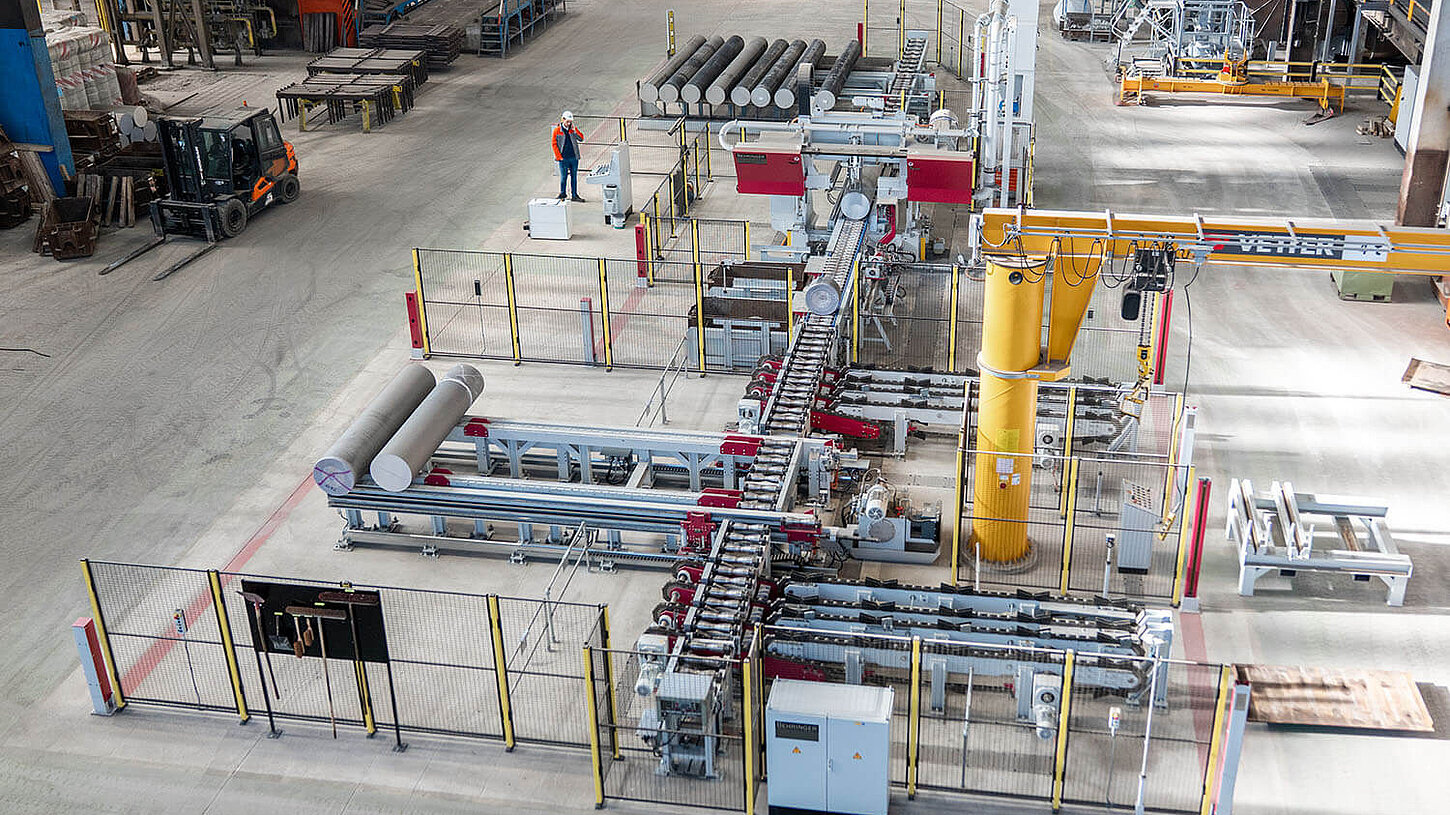
-
Automated cross transfer system for long parts




The newly developed HBM720ALU‑Z combines centrically arranged V-rollers, a double clamping vice system and an extensive sensor system with light barriers into a highly stable and process-reliable overall system. The increased inclination of the band wheels reduces the alternating bending stress on the saw band while simultaneously enabling significantly higher band speeds. With cutting speeds of up to 3,000 m/min, the machine achieves system throughput at the level of modern circular saws. To further reduce cycle time, the saw band retracts into the table after the cut, allowing offcuts and residual pieces to be removed immediately and without delay.

A precision measuring system ensures exact length determination, while two marking units, one for short and one for long billets, apply the job data directly onto the billets. The entire material flow has been streamlined and integrated seamlessly into the existing production process.
Hoffmann emphasises: “We can transfer the billets directly from the casting line to the saw and remove both billet ends. This saves time and energy during homogenisation.”
A new approach was also implemented for the machine enclosure and extraction system. The enclosures are fully sealed, and the airflow through the saw frame and machine base has been designed to ensure that chips are extracted particularly efficiently and directly.
The reduced kerf of the band saw results in a significantly lower volume of chips, thereby minimising material loss and substantially reducing the associated production costs. The chips collected directly are continuously extracted and returned to the melting process, further optimising the material cycle.
Result
The impact of the new sawing line is clearly measurable. “We have been able to triple our throughput and reduce the volume of chips by a factor of five, helping us to counteract the significantly increased production costs of recent years”, Hoffmann concludes. The high level of automation provides considerable relief for personnel, as manual and physically demanding tasks have largely been eliminated and operator intervention has been reduced to a minimum. At the same time, automated material flows improve ergonomics and enhance workplace safety by reducing manual material handling. In addition, the precise sawing technology ensures excellent squareness as well as consistently tight cutting tolerances.

The sawing performance is also reflected in the production figures. Whereas previously around 3,500 cuts per month were possible, the figure has now increased to more than 10,000 cuts per month. The diameter range now extends from 203 to 690 millimetres, with an infeed length of 8.5 metres.
The progress is particularly evident in energy consumption. In view of the high energy costs at the German site, a significant reduction was essential in order to maintain economically viable production. Through optimised process design and more efficient sawing technology, the energy demand has been systematically reduced.
The project execution was also rated as highly satisfactory. Hoffmann emphasises: “We consistently felt well supported by the competent and goal-oriented collaboration, and successfully completed the project on time, to the required quality and within budget. Our sincere thanks go to the Behringer team.”

Contact us
Would you like to increase the output of your production?
Let us plan your automated processing line.
Together we will analyse your requirements and define modules and components of the automated production line that reduces cycle times, ensures quality and grows in a scalable manner. Talk to our experts. Give us a call or send us an e-mail. We will be happy to advise you.