Client
Medium-sized steel construction company in the north
Butzkies Stahlbau from Krempe, around 50 kilometres north-west of Hamburg, can look back on over a hundred years of company history. The company was founded in 1912 and continued to develop until it moved to its current location on the outskirts of Krempe in 1970. Around 160 employees, including around 80 in production, work at the main site today, supplemented by other units of the Butzkies Group with a total of around 240 employees.
"We are an owner-managed medium-sized company in the field of steel construction, steel hall construction and turnkey industrial construction," explains Patrick Baade, Operations Manager at Butzkies Stahlbau. The range of services is complemented by the company's own metalworking shop, where metal construction activities such as staircases, gates and balconies are manufactured.

"Our beam line was a bit outdated. We had previously worked conventionally with two saw-drill lines in a back-to-back set-up. This means that four machine operators operated the saw-drill line in two shifts, after which we blasted," explains Patrick Baade, Operations Manager at Butzkies Stahlbau.
This multi-stage and poorly networked process characterised the previous structure of beam processing. It was not possible to realise continuous, automatic steel processing in this way. Butzkies was therefore looking for a fully automatic, process-reliable solution with a high degree of automation and minimal operating effort.
Baade says: "Like all manufacturing companies, we had to think about how we could make beam processing more efficient in the face of a shortage of skilled labour and keep output as high as it was."
Despite the decreasing availability of qualified skilled labour, the existing plant output was to be secured and, ideally, even more work was to be processed via the plant. This situation led to the decision to replace the existing structure with two saw-drill lines in a back-to-back arrangement with a modern split line.
"Our new beam line includes the blasting, drilling and sawing processes - all fully automatically. We made a conscious decision in favour of Partners for Steel because we felt that the automation was the most mature here and we saw the greatest process reliability for us in this line," explains Patrick Baade.
With the new solution, the entire process can be monitored during the day by just one operator, who can keep an eye on the blasting system, drilling system and saw at the same time. In addition, the high level of automation of the line enables operation in largely unmanned shifts, which significantly increases overall productivity.
Process solution
Layout and sequence of the new automated processing line
The raw material is delivered by lorry and temporarily stored outside. The overhead crane is used to load the 20 metre long beams and profiles onto the fully automated processing line.
Blasting
Surface treatment with the roller conveyor blast machine from Rösler
The first step is the surface preparation of the steel profiles in the Rösler roller conveyor blast machine RRB 16/5. Before the blasting process, the material is passed through a blow-off device that removes loose dirt and moisture.
The blast media then very precisely removes rust, scale and build-up on all sides of the workpiece. After blasting, brushes clean the surface and the abrasive is fed back into the circuit.
Following the blasting process, there are two options to choose from:
- Discharge of the blasted beams and removal by overhead crane
- Transfer of the blasted beams to the Vernet Behringer drilling and milling machine

The cross conveyors with lifting cams take over the further transport of the steel beams after blasting and also serve as a buffer area between the Rösler blasting system and the Vernet-Behringer drilling system. The profiles are then separated on the roller conveyor before the solidly designed gripper carriage takes over the handling. This gripper can move even the heaviest steel profiles stably and reliably and is also responsible for clamping and positioning during the drilling, milling or marking process. It thus creates the basis for high-precision machining in the HDX profile machining centre from Vernet Behringer.

Beam machining
Precise drilling, milling and marking in the HDX high-performance machining centre from Vernet Behringer

The HDX high-speed drilling and milling centre is one of the fastest of its kind. With three independent machining axes, steel profiles can be machined on three sides simultaneously, significantly increasing efficiency. The machine enables complete processing in a single pass, including drilling, milling, slot milling, tapping, scribe marking and notching. Particularly noteworthy are carbide drilling up to 50 mm in diameter and drilling with deburring. An automatic tool change supports this wide range of functions and ensures short machining times and high process stability.
For largely autonomous production, the HDX centre is designed for unmanned shifts. Fully automated processing cycles can be programmed and run overnight. Integrated video monitoring of the drilling unit and automatic production feedback by e-mail enable reliable remote monitoring of the process.
Another advantage is the precise scribe marking, which is used to permanently mark subsequent welding positions - a decisive advantage for the downstream assembly steps and quality assurance.


After the drilling unit, the steel beams are again transferred to the sawing station via cross conveyors. Here too, the cross conveyor areas serve as a buffer store between the drilling unit and the band saw, ensuring a continuous material flow. A gripper carriage picks up the separated bar and positions it precisely for the saw cut. The profile is measured using the so-called bar start detection system, while all other processing information - such as cut-off lengths and mitre settings - comes directly from the order data of the interlinked system.

A type wheel marking and embossing unit stamps the letters and numbers associated with the job deep into the material. This marking remains clearly recognisable even after painting and contributes to traceability and quality assurance. The steel profiles are then cut to length or mitred using the Behringer HBE610-1256G mitre bandsaw. The discharge side behind the saw is divided into several zones so that different cut-off lengths can be reliably discharged and further processed accordingly.

Short offcuts and offcuts are pushed into a metal scrap box . Sections up to 2.5 metres in length are pushed off by the push-off unit onto a deposit table with a closed surface that prevents parts from falling off. A separate box is also available for bulk material processing, in which the loose material is safely collected.

Beams longer than 2.5 metres are transported to the discharge magazine by a cross conveyor. This can be flexibly divided into two zones via the system control: either for beams with a maximum length of 8.5 metres or as a large collection zone for steel profiles up to 19.2 metres. This means that the system can be optimally utilised even with changing order structures.

Downstream processes
What happens after blasting, drilling and sawing?
After blasting, drilling and sawing, the finished steel beams are removed by overhead crane at the end of the fully automated blasting, drilling and sawing line. The components are then transferred to the newly acquired Zeman™ Steel Beam Assembler assembly and welding robot from Lincoln Electronics for further processing.
At Butzkies, the Steel Beam Assembler primarily serves as a precise assembly aid. It inserts connecting elements, brackets, plates and flanges into the steel beams with pinpoint accuracy and attaches them at the intended points using spot welding . The final welding of the seams is carried out by qualified welding specialists.
In the final production step before dispatch, all components pass through the company's own paint shop. There they are primed and painted according to customer requirements. This makes an important contribution to corrosion protection, durability and a high-quality overall appearance.

Safety along the entire processing line is ensured by a comprehensive safety concept. Loading and unloading areas that must remain accessible during operation are equipped with light barriers
Other zones are protected by two metre high, robust safety fences. In addition, light grids and strategically placed emergency stop switches ensure a rapid response in the event of an emergency.

Control system
How is the material flow on the system controlled?
At Butzkies Stahlbau, VBProSuite3 is used in several process steps. Firstly, the order data is exported from the production planning system as DSTV files in the work preparation department. The PRONC3 module imports these standardised formats (e.g. DSTV, STEP), maps the respective part geometries and checks the feasibility of the components.
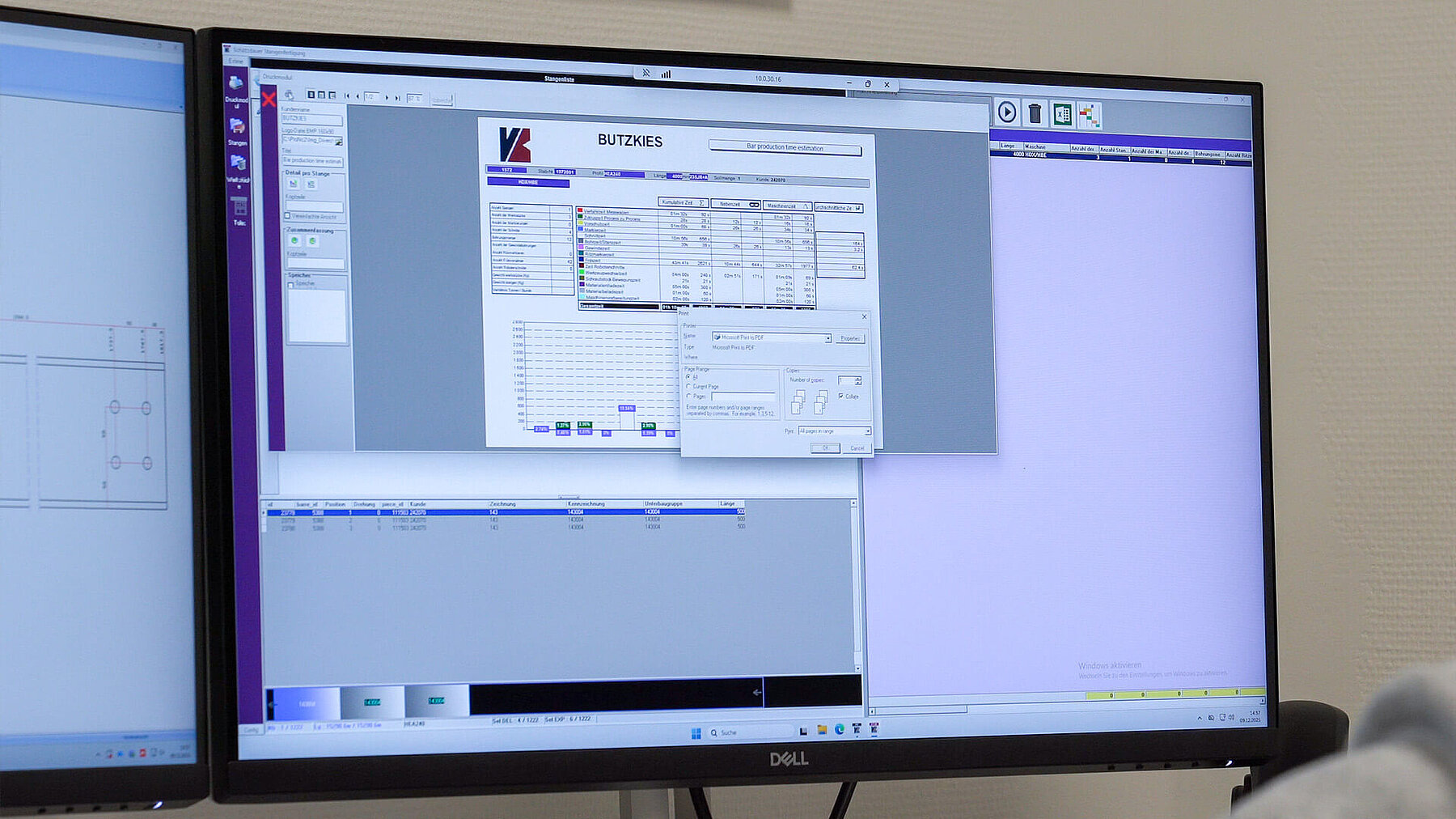
The PROFLOW module is used on the interlinked system itself - specifically on the control panel of the blasting system. It provides a transparent overview of all pending orders and displays the progress of the material within the production flow in real time. PROFLOW also checks the optimum nesting of the bars and analyses which profiles can run through the blasting system in parallel. This maximises the material throughput and ensures an efficient overall process.

Result
Productivity gains and benefits of the new split line
Thanks to the new structure, the entire process is controlled by just one operator, who monitors the blasting system, drilling system and saw in parallel. At the same time, additional work steps such as notching, milling and marking have been integrated into the line, which has significantly increased the added value.
"The whole thing now runs fully automatically"describes Patrick Baade. "This means that one man operates all three lines in parallel and at the same time we manage to bring significantly more work processes onto the line. What we previously did with four operators and two saw-drill lines, we can now do with one split line and one operator."

This further development is a targeted response to demographic change and the increasing shortage of skilled labour, as qualified employees can now be deployed more efficiently. The high level of automation also means that long unmanned shifts are possible, which makes optimum use of the plant's running times. Overall, Butzkies Stahlbau now achieves a significantly higher output with an extended processing spectrum and a sustainable process structure.

Project partner
P4S - Partners for Steel
Interlinked processing solutions for the steel construction industry from a single source
Partners for Steel (P4S) is a co-operation between the three established mechanical engineering companies Behringer, Vernet Behringer and Rösler Oberflächentechnik. Together, they are pooling their expertise in the fields of sawing, drilling/milling and blasting and surface technology to offer fully integrated and automated manufacturing solutions for the steel construction and steel trading industry. The systems are realised from a single source and without interface problems. This includes complete processing lines for sawing, drilling, milling, blasting and preservation of steel beams and sections.
-
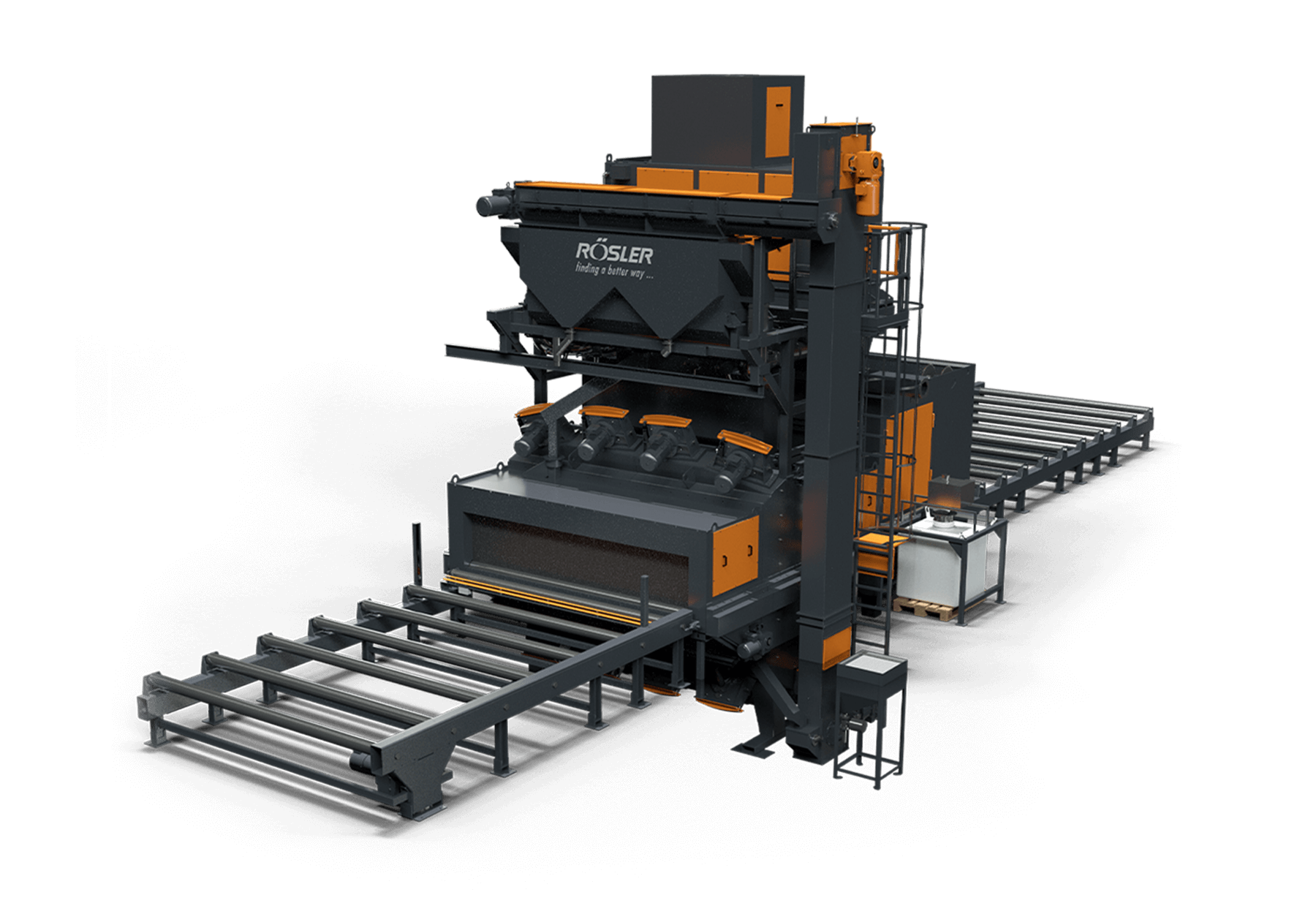
Roller conveyor blast machine RRB 16/5
Supplier: Rösler
Workpiece area: 1500x500 mm
Turbine power: 11 kW (15 kW)
Blast performance: 2.5 m/min
Filter capacity: 7,500 m³/h -
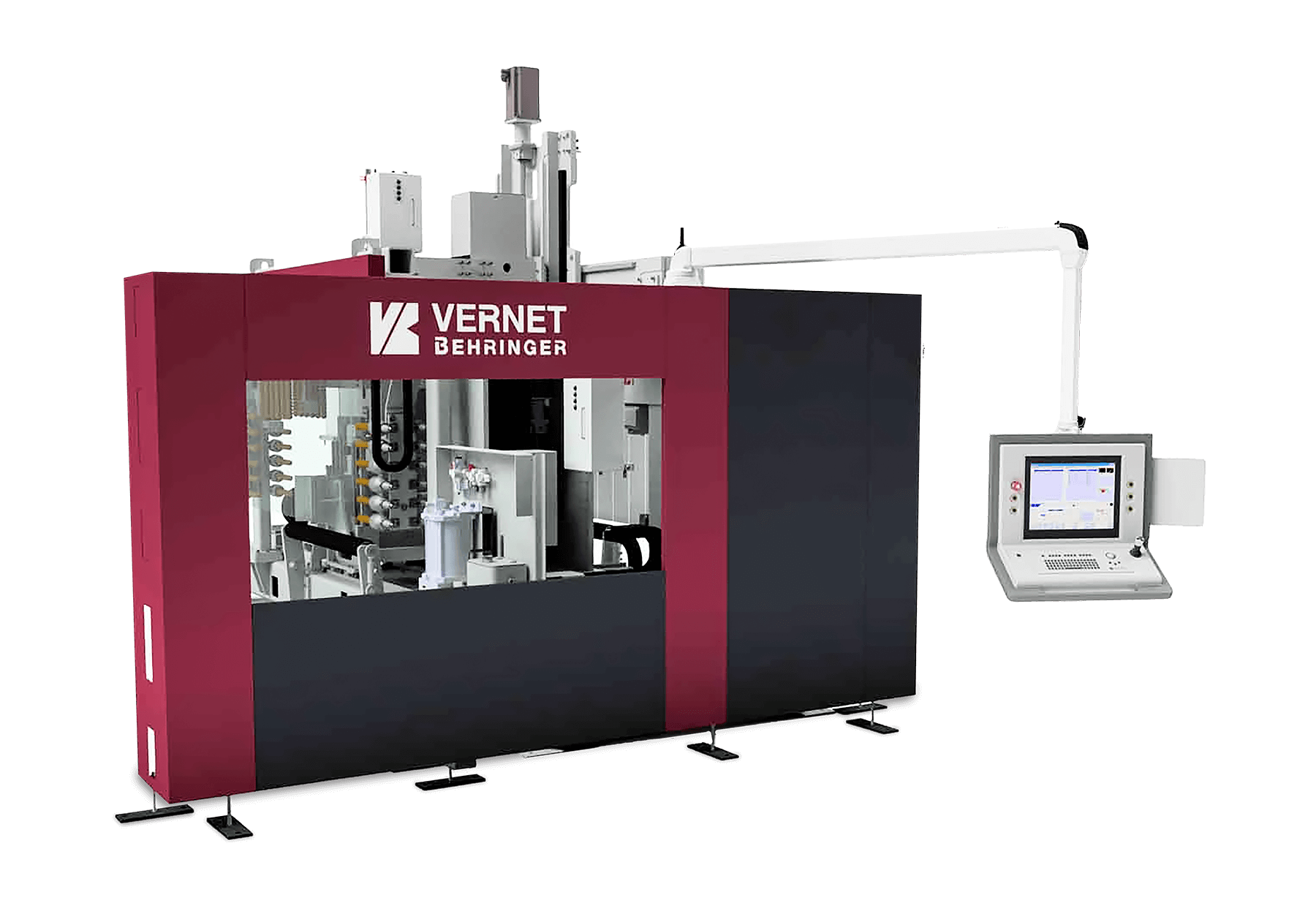
Profile machining centre HDX
Supplier: Vernet Behringer
Working area: 1,250 x 600 mm
H, U, L, square profiles
Tool changer: 10 / 12 / 10 places
-
Mitre bandsaw HBE610-1256G
Supplier: Behringer
Cutting range: 1,250 x 610 mm
Saw band: 54 mm / 67 mm
Drive power 7.5 kW
Cutting speed: 17-120 m/min
The raw material is loaded by crane and passes through the blasting machine, drilling and milling centre and mitre saw fully automatically. Cross conveyors, gripper carriages and automatic buffer zones ensure a continuous and safe flow of material.
The entire process is monitored by just one operator during the day. The previous process required four operators. In addition, long unmanned shifts are possible, which significantly increases productivity.
The system enables blasting, drilling, milling, marking and sawing in a single automated process sequence. This allows significantly more work processes to be carried out with fewer operating personnel, including unmanned shifts.
Automation leads to significantly higher output, expanded processing options, high process stability and future-proofing, as well as reduced staffing requirements on the carrier line. The system responds optimally to skills shortages and increasing productivity requirements.
Several modules of Vernet Behringer's VBProSuite3 are used:
- PRONC3: Import and verification of geometries (DSTV, STEP)
- ESTIME3: Tool and time planning, collision verification
- PROFLOW: Order overview, nesting, real-time production monitoring
Butzkies saw this combination as offering the most sophisticated automation, maximum process reliability and a consistent solution without interface problems. All core processes (blasting, drilling, milling, sawing) come from a single source and are perfectly coordinated.
Contact us
Would you like to increase the output of your production?
Let us plan your automated processing line.
Together we will analyse your requirements and define modules and components of the automated production line that reduces cycle times, ensures quality and grows in a scalable manner. Talk to our experts. Give us a call or send us an e-mail. We will be happy to advise you.